Электроды
Электроды
Электрод представляет собой штырь с обмазочным покрытием, используемый при сварке металлов. Расплавленный сердечник, поглощая азот и кислород, становится хрупким в процессе работы.
Поэтому для защиты расплавленного или застывающего металлического шва от атмосферного влияния необходимо шлаковое покрытие (обмазка).
Покрытие определяет легкость очистки, прочность сварного шва, качество шарика, а также состав наплавленного металла и спецификацию электрода. Оно защищает металл от повреждений, улучшает качество сварки и создает ряд преимуществ, к которым относятся:
- контролируемый размер разбрызгивания и проникновения;
- стабильность сварочной дуги;
- повышение скорости осаждения;
- выровненная поверхность сварного шва;
- простота удаления шлака.
Типы электродов

Продукция классифицируется по нескольким показателям: плавкость, покрытие, состав обмазки.
По плавкости

Плавящиеся (металлические или нет) электроды — расходный материал, превращающийся в часть сварного шва. Неплавящиеся вариации изготавливаются из угля и графита, они не бывают металлическими.
Неплавящиеся электроды
Основные вариации – на основе угля и вольфрама.
- Угольный электрод — изготавливается без наполнителя, используется для резки или дуговой сварки, состоит из графитового углеродного стержня, который может покрываться медью или другими металлами.
- Вольфрамовый электрод — определяется как металлический электрод без наполнителя, используется в дуговой сварке или резке. Производится чаще из вольфрама.
Сюда же входят торированный, итрированный и лантанированный электроды.
В ней содержится информация о размерах, а также требования к допускам и отбор пробных тестов. Область применения:
- углеродная обычная и двойная дуговая сварка,
- резка и строжка.
Плавящиеся

Металлические электроды разделяются на покрытые (чугун, медь, бронза, алюминий) и непокрытые. Второй тип применялся на ранних стадиях развития сварной отрасли, сейчас он используется в виде проволоки для сварки в газовой среде.
Покрытые электроды различают по толщине наносимого слоя, определяемого ГОСТ 9466-75:
- Тонкий — русская маркировка А идентична международной;
- Средний — русская маркировка С, международная – В;
- Толстый — русская маркировка Д, международная – R;
- Особо толстый — русская маркировка Г, международная — С.

Существуют 4 типа по возможным положениям работы:
- все положения;
- все положения за исключением вертикального;
- нижнее, горизонтальное и вертикальное;
- нижнее.
Классификация электродов

Рассмотрим русскую и американскую системы.
Западные производители установили методы идентификации электродов, используемых при дуговой сварке вида Е1234:
- E — дуговая сварка.
- Две начальные цифры – предел прочности на разрыв, указывается в lbf/in² (тысяча фунтов на кв. дюйм) осаждаемого металла.
- Третья цифра указывает на положение при сварке: 0 — вне классификации; 1 — для любых позиций; вид 2 — только для горизонтального положения; 3 — только для горизонтальной сварки.
- Последняя цифра – указывает полярность наряду с типом тока.
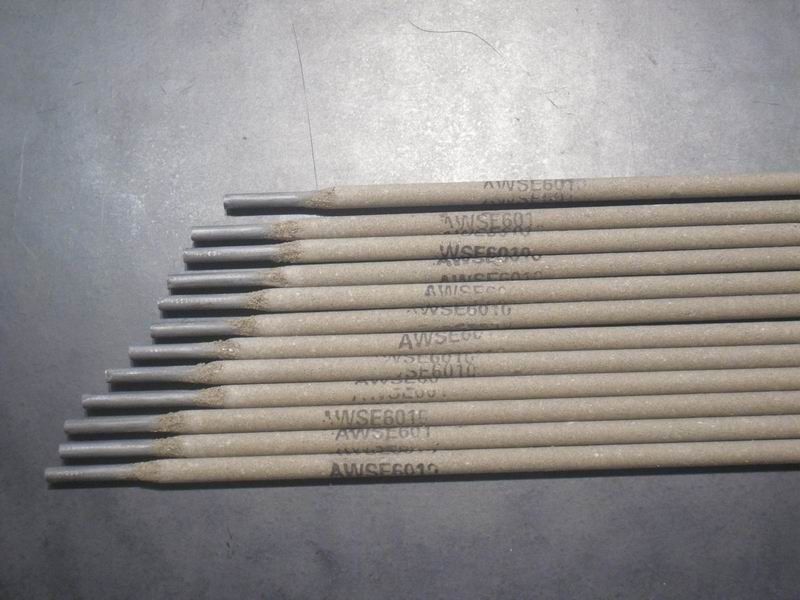
Например, число E6010 означает электрод, подходящий для дуговой сварки с минимальным пределом прочности 60000 lbf/in²; используется во всех пространственных положениях; требуется постоянный ток, обратная полярность.
Типы покрытия, тока и полярности, назначенные в четвертой позиции классификации.
| Цифра | Покрытие | Ток, полярность |
| 0 | все покрытия | все виды |
| 1 | целлюлоза, калий | ас, dcrp или dcsp |
| 2 | титаний, натрий | ас, dcrp |
| 3 | титаний, калий | ас, dcrp или dcsp |
| 4 | порошок титания | ас, dcrp или dcsp |
| 5 | с низким содержанием натрия | ас |
| 6 | понижен гидрогенизированный калий | ас, dcrp |
| 7 | оксид или порошок железа | ас, dcrp |
| 8 | порошок железа с пониженным содержанием водорода | ас, dcrp или dcsp |
Российская классификация имеет отличия. В обозначениях указывается назначение, тип покрытия и механические свойства шва. Определяется ГОСТ 9467-75.

- Э38–Э50 — диапазон классов для работы с низколегированными сталями. Этот вид металлов прочнее, чем углеродистые аналоги, стандартные компоненты: хром, никель, сопротивление разрыву из расчета менее 50 кгс на мм.
- Вариации с литерой А до 50 (например, Э50А) применимы для сварки углеродистых сталей.
Материал меньшей прочности, чем предыдущий, с пониженным содержанием углерода – обычно до 2.14%. Расходники, обозначенные А, используют при повышенных требованиях к пластичности металла или ударной вязкости.

- Э55, Э60 — средняя категория, пригодны для первого и второго вида материалов, но с сопротивлением на разрыв, удерживаемым в диапазоне 50–60 кгс/мм.
- Э70–Э150 — для легированных сталей (повышенная и высокая прочность), сопротивление разрыву превышает 60 кгс/мм.
- Базовый тип Э-09М или его вариации с добавлением иных аббревиатур и с обязательной литерой М в обозначении, а также виды Э-10Х1М1НФБ, Э-10Х3М1БФ — для сваривания легированных сталей теплоустойчивого типа.
Каждому типу предъявляется ряд требований на соответствие норм механических свойств и химсостава.
По виду покрытия

Деление на следующие типы:
- Кислое (обозначается А) — для работы во всех положениях с использованием любых видов тока. Неприменимо в случаях, когда содержание углерода или серы в металле повышено.
- Рутиловое (обозначается Р) — работа с переменным или постоянным током, используются во всех позициях.
- Основное (обозначается Б) — все пространственные положения, подходят для сварки толстого металла. Работа с постоянным током, полярность обратная.
- Целлюлозное (обозначается Ц) – электрод неустойчив к перегреву. Работа с постоянным или переменным током во всех положениях.
- Смешанное (обозначается РЦЖ) — все положения, помимо потолочного, низкий расход, имеют в составе железный порошок.
По составу обмазки

Состоит из 6—12 ингредиентов:
- Целлюлоза — при разложении материала создается газовый щит с восстанавливающим агентом, окружающий дугу.
- Металлокарбонаты — регулируемое основание шлака, газозащита создается при плавлении органических составляющих.
- Фторид кальция — электролит повышает текучесть в применении к оксидам металлов, выделяется газ для защиты дуги.
- Минеральные силикаты — считаются шлакообразующими, используются для обеспечения соответствия содержания сплава и основы, отвечают за прочность покрытия электрода.

- Ферросилиций и ферромарганец — дополняют наплавленный шов кремнием и марганцем, помогают его раскислению.
- Диоксид титана — формирует быстроотвердевающий шлак, материалу свойственная повышенная текучесть при сварке.
- Глина и камедь — обеспечивают прочность и эластичность при экструдировании материала покрытия.
- Железный порошок — увеличивает производительность сварки за счет дополнительной осадки металла в сварном шве, стабилизирует дугу и повышает текучие свойства шлака.
Характеристики электродов
Особенности функциональности покрытых моделей зависят от применяемого поверхностного состава.
Рутиловые электроды

Среди них выделяются комбинированные вариации: порошок рутил-железо, натрий или калий.
- Если к рутилу добавляется порошок железа, допустимые положения сварки зависят от его процентного содержания. До 50% порошка – электрод пригоден к использованию во всех положениях.
Более высокий процент применяется только для изготовления горизонтальных угловых швов.
- Содержание рутила или диоксида титана относительно высоко по отношению к натриевым компонентам, что обеспечивает пониженное разбрызгивание, контролируемость шлака и тихую дугу.

- В моделях с натрием флюс имеет гладкую поверхность и проникновение меньше, чем у целлюлозных аналогов, но механические свойства шва металла ниже, чем у целлюлозных типов.
- Высокая скорость осаждения и пониженное напряжение дуги характерны для всех рутилово-натриевых обмазок, она зависит от объема железа в покрытии.
- Составы с калием применяются для дуговой ионизации.
- Рутил используется с любым видом тока, но в прямой полярности.
Целлюлозные электроды

Производятся из переработанных низколегированных компонентов или материалов целлюлозного типа с добавлением натрия, содержание бумаги достигает 30%.
- Наплавление грубовато, а повышенное разбрызгивание по сравнению с другими видами делает материал неудобным для постоянной работы.
- Целлюлозно-калийный вид предполагает замену натрия калием, сварные результаты (дуга, проникновение) близки по качеству к целлюлозно-натриевому типу.
- Газовый щит с диоксидом углерода и водородом производит равномерную дугу, которая обеспечивает глубокое проникновение.
Это ранний тип, разработанный для линий поперечных труб. Обычно он применяется вкупе с постоянным током при обратной полярности. Целлюлоза-калий подходит для сварки переменным током.
В целлюлозных типах допустимо присутствие в небольших количествах порошка железа. Он стабилизирует дугу и немного увеличивает скорость осаждения.
Основные и низководородистые вариации
Фтористо-кальциевая обмазка соответствует основному виду. Вся группа обмазок характеризуется отсутствием органики, выделяющей при разложении водород. Помимо основных, эти свойства присущи смесям с натрием и калием.
- Не используются ископаемые, содержащие кристаллизованную воду: асбест, целлюлоза.
- Фторид кальция обеспечивает минимальное содержание водорода при работе дуги, за счет чего достигается повышенная пластичность шва.
- Дуга плавная, но скорость осаждения средняя, с умеренным проникновением.
Тип применяется с постоянным током, нужна обратная полярность.
Кислые электроды

В основе обмазки руды с окислами железа и марганца. Окислительный характер смесей обусловлен выделением кислорода при плавке.
- В составе получается около 0,15% содержание углерода, соответствует кипящей стали.
- Раскисленные металлы
Представлено 2 товара

- Item added to cart
